Stellantriebe in vollautomatisierter Teigteil- und Wirkmaschine


Teigteil- und Wirkmaschine Soft Star CTi
Industrielle Produzenten von Back- und Konditoreiprodukten müssen heute in der Lage sein, breite Produktpaletten anzubieten und zugleich flexibel auf schwankende Bestellmengen zu reagieren. Für die individualisierte Produktion von industriell gefertigten Backwaren entstehen hohe Anforderungen. Die eingesetzten Maschinen sollten in ihrer Art zu fertigen äußerst variabel sein. Viele Anbieter setzen deshalb auf die Automatisierung ihrer Anlagen.
Die Firma WP Kemper stellte auf der iba 2015, der führenden Fachmesse für Back-, Konditor- und Snackproduzenten, mit der Soft Star CTi eine Teigteil- und Wirkmaschine mit hohem Innovationsgrad vor, die den Wechsel auf neue Produkttypen automatisiert. Die Anforderungen an die verbauten Antriebe sind dabei in mehrfacher Hinsicht anspruchsvoll: Sowohl im Bereich des Handlings als auch bei der Portionierung und der Formgebung sind beim Produktwechsel Anpassungen von Achspositionen und Anpresskräften erforderlich.
Um die Prozesssicherheit bei Veränderung der Prozessvariablen sicher zu stellen, sind für alle automatisierten Teilprozesse hohe Wiederholgenauigkeiten erforderlich. Überdies setzt die Krafteinleitung hohe Drehmomente voraus. Die starken Schwankungen in Größe und Gewicht der Teiglinge erfordern gleichzeitig kompakte Baugrößen sämtlicher Antriebskomponenten, um Störkonturen zu vermeiden. Auf der Suche nach geeigneten Motoren stieß WP Kemper auf die Stellantriebe AG26 der Siko GmbH, die für die Gewichtseinstellung der Rohteiglinge, die Höhenverstellung an Produktübergaben und die Höhenverstellung von Andruckrollen zuständig sind.


Kompakter Positionierantrieb AG26
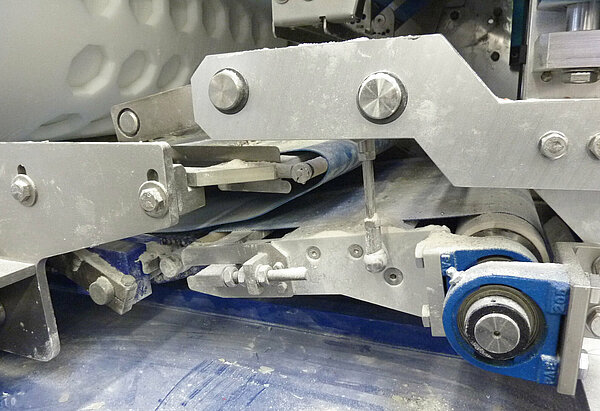
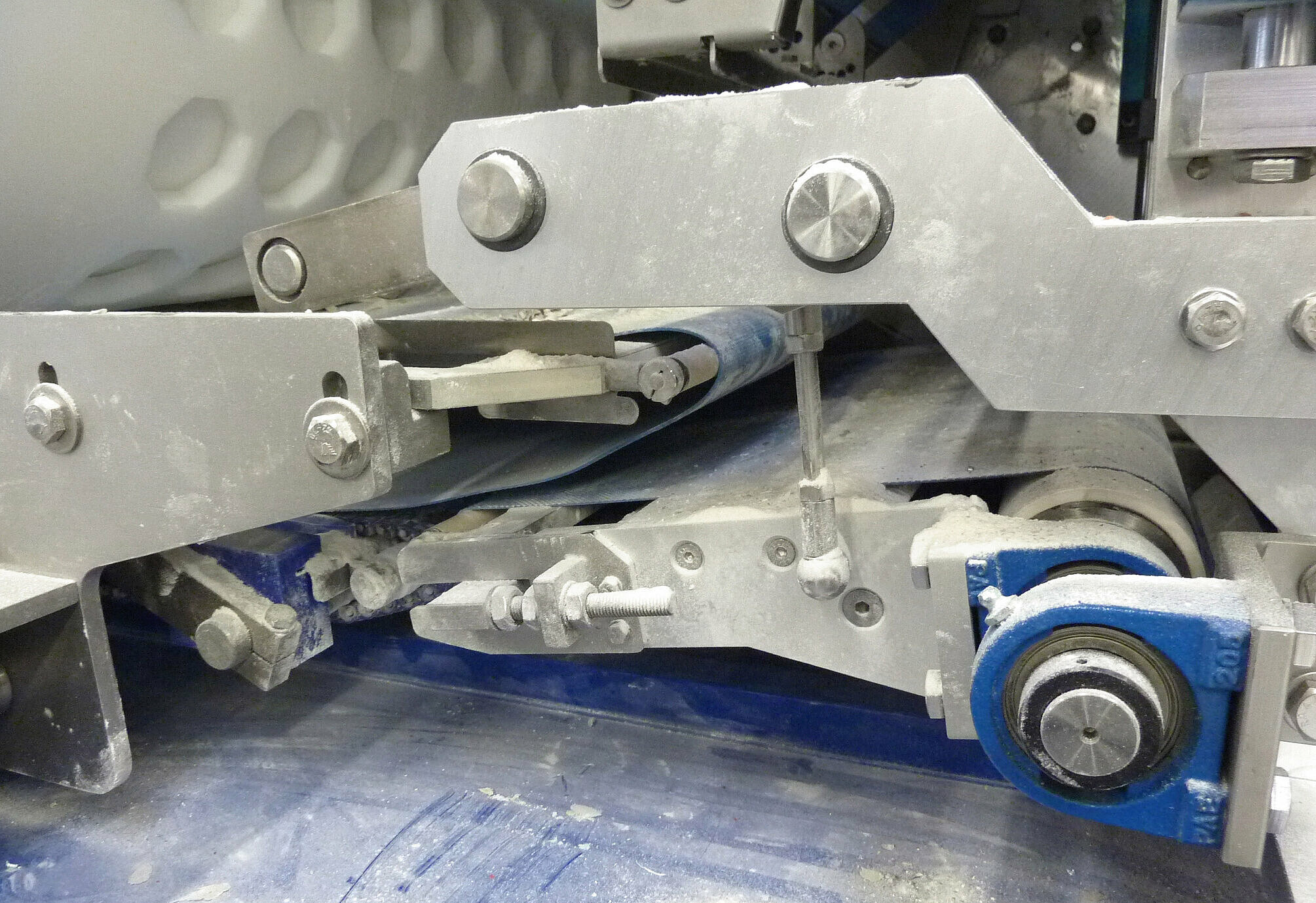
Höhenverstellung des Übergabebandes
Hohe Genauigkeit bei Gewicht und Druck
Die Soft Star CTi wird mit einer Teigmenge von 160 bis 300 Kilogramm befüllt. Über den Haupttrichter wird der Teig zugeführt und rutscht nach unten in den Walzbereich. Dort wird die im Programm definierte Menge vom restlichen Teig abgetrennt. Je nach verarbeitetem Rezept werden dort in einer Messtrommel Teigstücke von 20 bis 140 Gramm portioniert. Die Genauigkeit der Maschine beträgt hierbei ±1 Gramm. Die Teiglinge werden über einen Zuführ-Kolben in die Näpfe der Messtrommel eingebracht. Dort werden sie mit einem definierten Druck zusammengepresst, um die erforderliche Dichte des Teigs sicherzustellen. Von der Messtrommel werden die Teiglinge über ein internes Band in die Rundwirkeinrichtung transportiert. Durch Wälzbewegungen werden die Teiglinge analog zum Rollen des Teigs zwischen den Händen eines Bäckers rundgewirkt und zuletzt leicht plattgedrückt, um unerwünschtes Wegrollen bei den Nachfolgeprozessen zu verhindern.
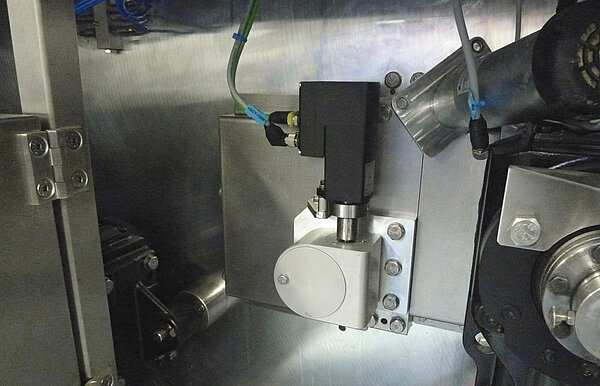
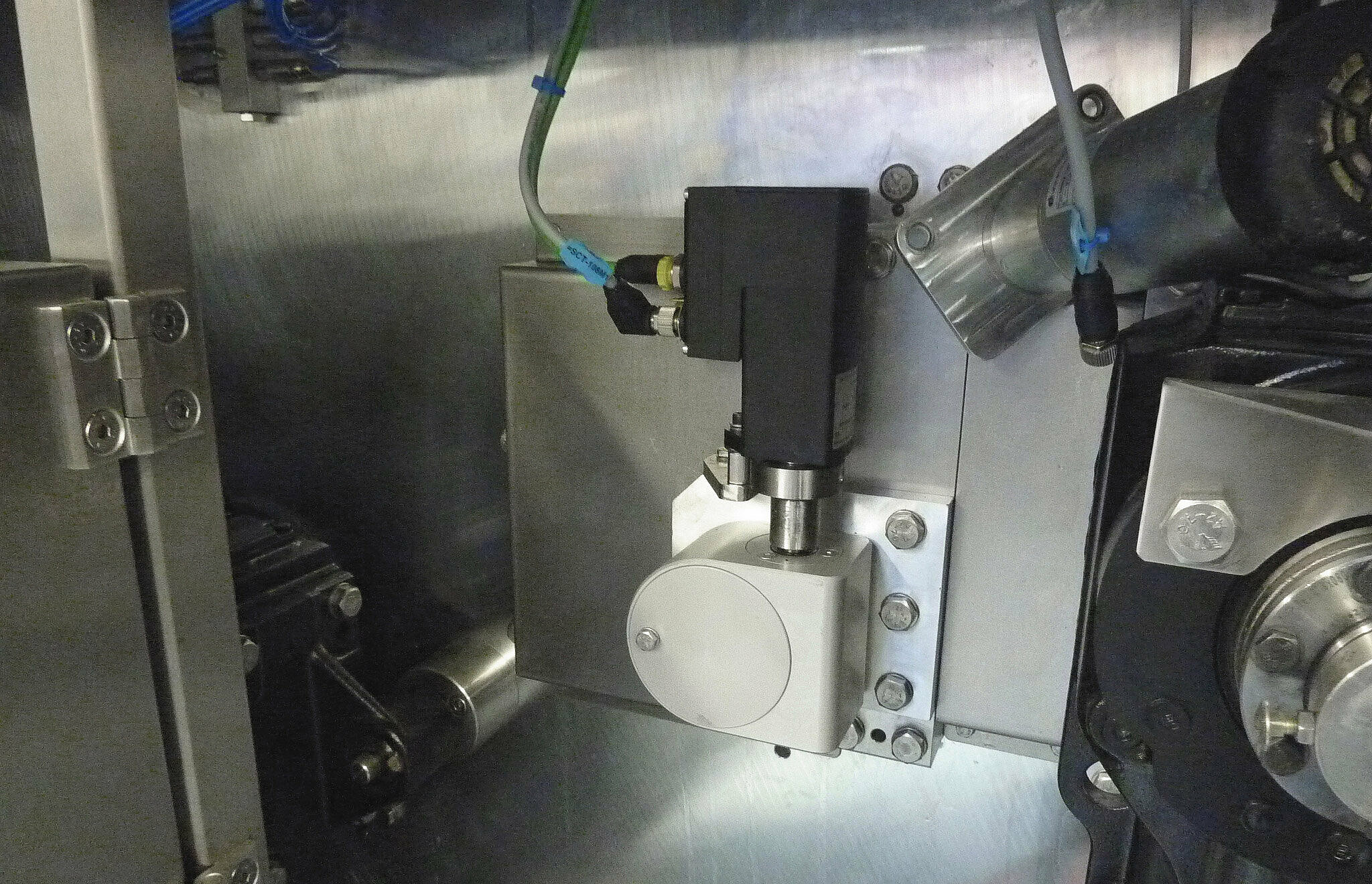
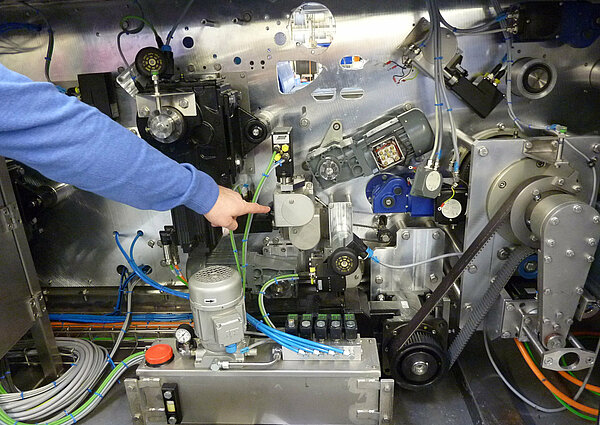
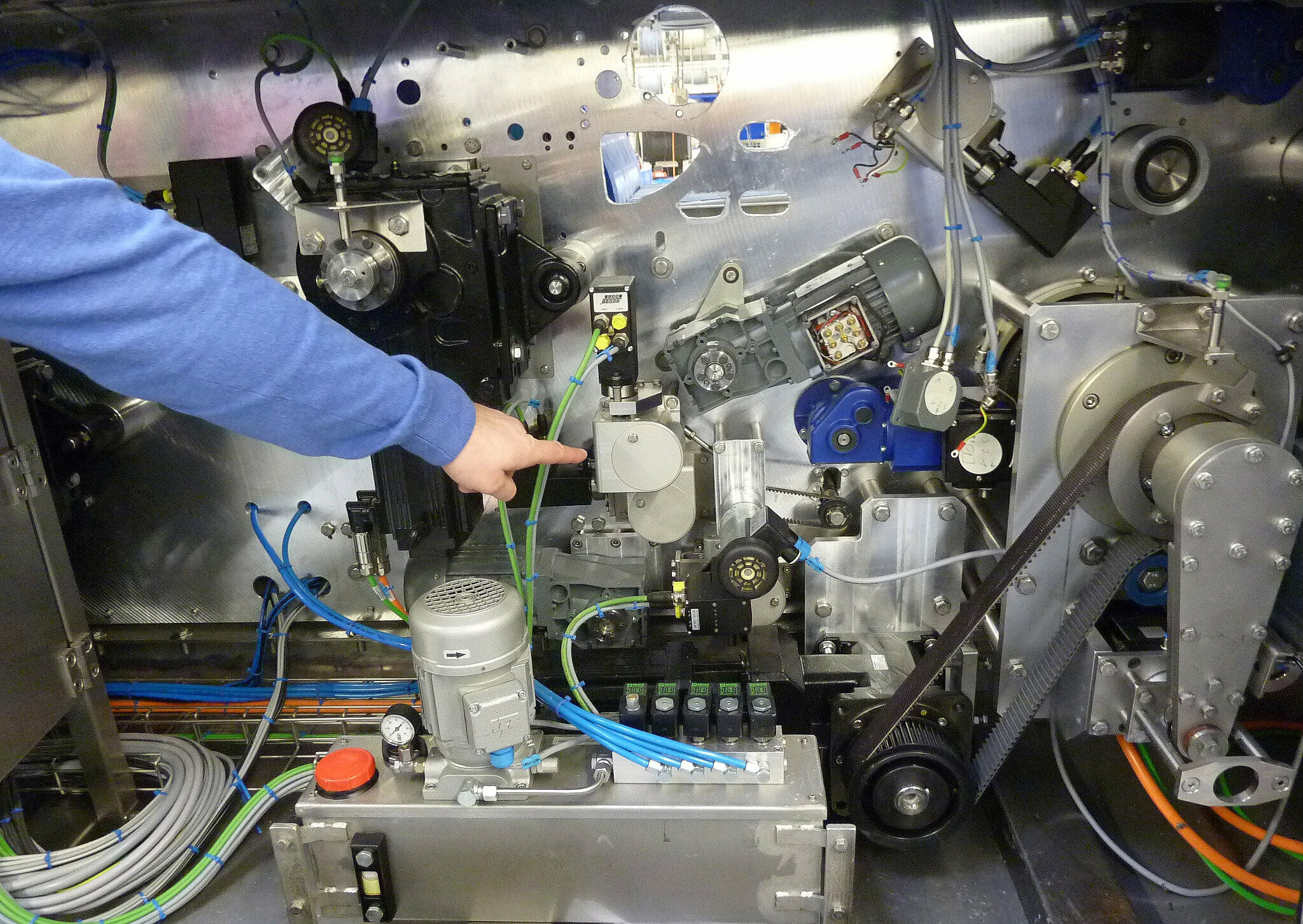
Einer der in der Soft Star CTi verbauten Siko AG26 Stellantriebe
Dosierbarkeit der Krafteinleitung
Die Besonderheit der Soft Star CTi liegt in der Möglichkeit, die Krafteinleitung individuell zu parametrieren. So fließt die präzise Kontrolle der Anpresskraft unmittelbar in die Qualität des Endprodukts ein. Übermäßiger Druck würde den Teig „stressen“ und führt mithin zu unerwünschten Backergebnissen. Der korrekte Anpressdruck wird einerseits durch die Wiederholgenauigkeit der Positionierung und andererseits durch das hinreichend große Drehmoment bei gleichzeitig möglichst geringem Platzbedarf erzielt.
Hierin liegt der entscheidende Vorteil der Siko-Stellantriebe: Trotz der kleinen Einbaugröße vereinen diese in sich Motorsteuerung, Absolutwertgeber, Leistungselektronik, Getriebe und Buskommunikation. Dadurch wird es möglich, die Achsposition direkt an der Welle abzutasten, wodurch sich eine deutlich höhere Präzision als in Lösungen mit externem Getriebe erreichen lässt. Während der Wettbewerb sich bei vergleichbaren Anwendungen im Bereich von ein bis zwei Grad bewegt, lassen sich mit den Siko-Antrieben Genauigkeiten von einem halben Grad erreichen. Pro Umdrehung beträgt die Auflösung 720 Inkremente.
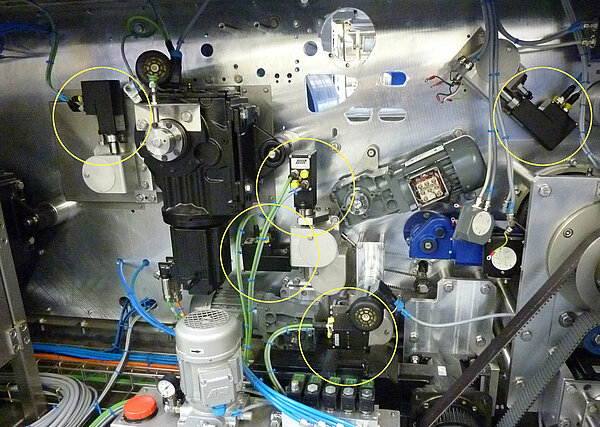
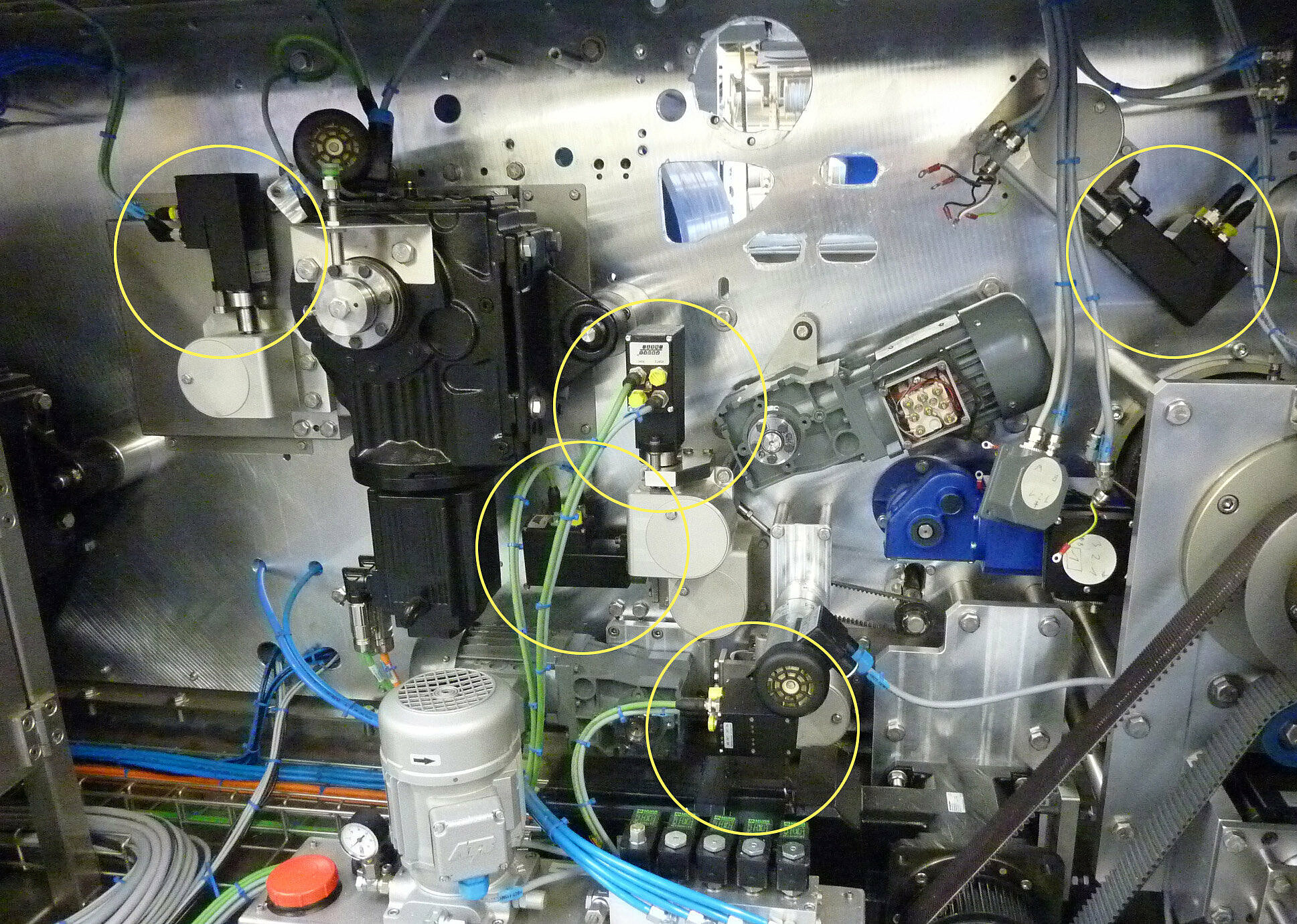
Fünf SIKO Positionierantriebe sorgen für automatisierte Formatwechsel
Rüstfreier Produktwechsel
Das Zusammenspiel der Stellantriebe innerhalb der Produktionseinheit wird über die Maschinensteuerung synchronisiert. Die Buskommunikation erfolgt in diesem Fall über ProfiNET. Sie lässt sich auf Kundenwunsch aber auch über EtherNet/IP, Powerlink oder EtherCAT realisieren. In der HMI werden die Stellantriebe in das Gesamtsteuerungskonzept der Maschine integriert. Wird ein neues Produkt angewählt, stellen sich sämtliche Stellantriebe auf die neue Position ein und die Produktion kann unmittelbar fortgesetzt werden. Zusätzlich zur drastischen Reduktion der Rüstzeiten besteht ein weiterer bedeutender Vorteil in der präzisen Reproduzierbarkeit der Backergebnisse.
Hohe Prozesssicherheit
Durch das hohe Maß an Prozessintegration wird eine Überwachung des Gesamtprozesses deutlich erleichtert. Wenn etwa die Welle des Antriebs blockiert, meldet der Stellantrieb den Fehler an die Maschinensteuerung zurück. Die HMI fungiert als Master, von dem die übergeordneten Prozessfunktionen koordiniert werden. Einzelne Programmsequenzen, wie etwa die Höhenverstellung der Walzen übernehmen die Stellantriebe jedoch selbstständig. Die systemübergreifende Diagnostik ermöglicht es, Verschleiß frühzeitig zu detektieren und Wartungsvorgänge in die Produktionsprozesse zu
Geringe Betriebskosten
Um kosteneffiziente Produktion über den gesamten Produktlebenszyklus der Maschine sicherzustellen, wurde bei der Soft Star CTi besonderes Augenmerk auf eine optimierte Wartbarkeit gelegt. Beim Austausch verschlissener Elemente entstehen im Vergleich zu den verbreiteten Lösungen mit Servomotor und externem Getriebe deutlich reduzierte Montage- und Einrichtungskosten. Der Stellantrieb muss lediglich auf die Welle aufgebracht und die Drehmomentstütze festgezogen und mit Klemmring gesichert werden. Um den Einrichtbetrieb zu erleichtern ist kein externes Bedien-Panel erforderlich. Der Einrichter steuert die Achspositionen unkompliziert über zwei Taster, die sich direkt am Siko Stellantrieb befinden. Es ist lediglich bei der Erstinbetriebnahme ein einmaliges Referenzieren der Achsen erforderlich. Durch Einsatz eines Absolutwertgebers ist selbst bei Verdrehen der Welle im spannungslosen Zustand kein erneutes Achsreferenzieren mehr erforderlich.
Um einen vorzeitigen Defekt der Stellantriebe zu verhindern, wurden steuerungstechnische Schutzfunktionen integriert: Im Fall einer mechanisch blockierten Welle, würde ein Anfahren des Antriebs gegen den mechanischen Widerstand zu einer starken Belastung des Motors und möglicherweise sogar zum Defekt führen. Im Fall der Siko-Antriebe werden jedoch laufend Position und Widerstand gegeneinander abgeglichen, sodass Schleppfehler bei blockierten Wellen erkannt werden. In einem solchen Fall stoppt das Programm und die Störung wird sofort an die Maschinensteuerung rückgemeldet, die ihrerseits einen Alarm ausgibt. So wird die Funktionsfähigkeit des Motors sogar im Fall einer mechanischen Störung bewahrt. Wird eine Spindel kontinuierlich schwergängiger, so meldet das System, dass eine Reinigung beziehungsweise der Austausch verschlissener Komponenten erforderlich wird.
Der Produktionsbereich und der Antriebs- / Elektrobereich sind strikt voneinander getrennt und befinden sich in jeweils eigenen gekapselten Bereichen. Die Energieversorgungen von Steuerungselektronik und Leistungselektronik sind ebenfalls getrennt. Dadurch kann die Buskommunikation selbst dann aufrechterhalten werden, wenn die Leistungselektronik abgeschaltet ist. Dies wiederum ermöglicht ein erhöhtes Maß an Sicherheit bei Wartungsvorgängen, bei denen die Steuerungselektronik nicht stromlos geschalten werden kann.
Auch was die Integration der Stellantriebe anbelangt, zeigt sich die Firma WP Kemper sehr zufrieden. Seitens Siko wurde ein Supportpaket für die Antriebsintegration zur Verfügung gestellt. Die Programmierung der Antriebe erfolgte seitens der Firma WP Kemper. Die von Siko definierte Schnittstelle ermöglichte es reibungslos, die Komponenten in den Gesamtablauf zu integrieren. Autorin: Michaela Wassenberg - freie Journalistin


Veröffentlicht am
Unser/e Experte/-in für Ihre Fragen
